

DED-Based Additive Manufacturing and WAAM’s Continued Rise

3D printing has come on leaps and bounds over recent years and there is now a wide range of Directed Energy Deposition (DED) 3D printing techniques available to manufacturers looking to produce or repair components. One process in particular - Wire Arc Additive Manufacturing, or WAAM for short - has benefited from intensive research and now stands head and shoulders above the rest.
The DED-based Additive Manufacturing Process
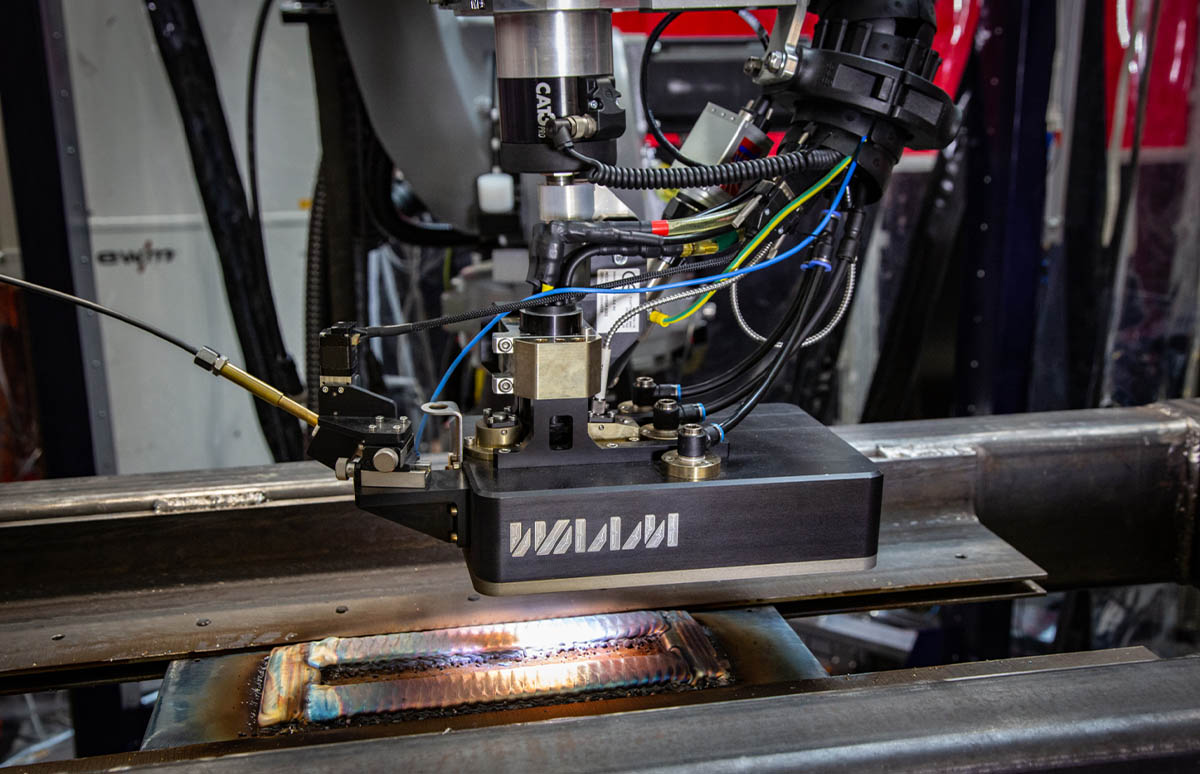
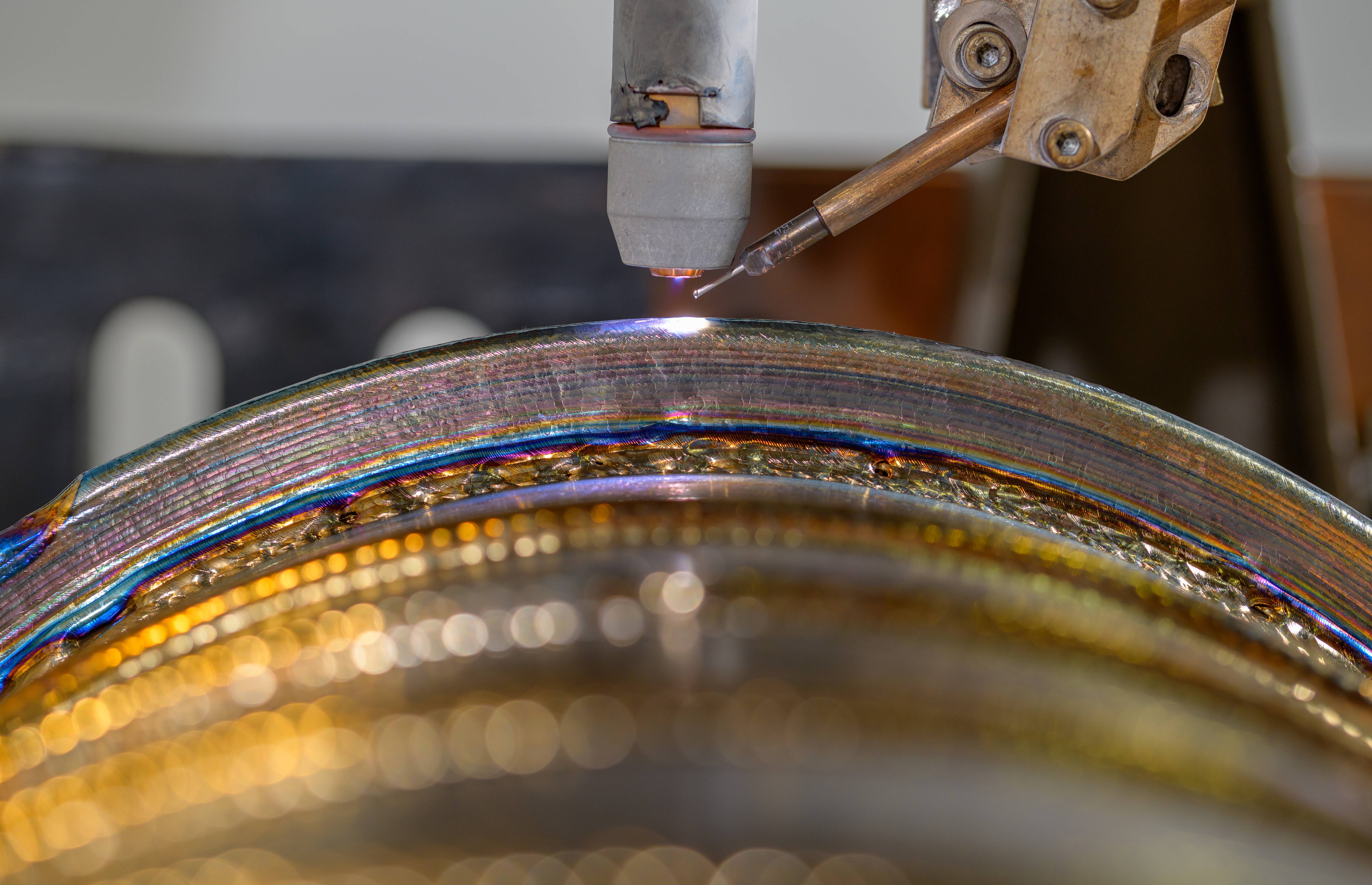
The DED process uses a plasma/electric arc, electron beam or laser beam as a focused energy source to melt and direct the chosen metal, wire or powder material into a small melt pool that builds layer by layer into the component’s chosen form. It is used to create, and in some cases repair, components.
Various processes are included under the DED technology banner, and these include laser metal deposition (LMD), laser engineered net shaping (LENS), direct light fabrication (DLF), 3D laser cladding, laser solid forming (LSF), and wire arc additive manufacturing (WAAM). DED processes are generally preferred for the creation of larger sized components that have simpler geometry and for repairing large components[i].
WAAM Advances
In-depth research on WAAM by WAAM3D and Cranfield University, and their involvement in the UK Research Consortium ‘HPWAAM’ (High Productivity Wire Arc Additive Manufacturing group), has taken this process far beyond other DED techniques in terms of understanding, potential deliverables and production and cost efficiencies. Here are some of the benefits now available to manufacturers:
High level of process control – The recent release of v2 of WAAM3D’s signature WAAMCtrl software enables a high level of real-time process control and assists users in confidently utilising the RoboWAAM system. It is also a digital platform for collecting comprehensive process and system data for quality control purposes.
Robust evaluation - Thanks to WAAM3D’s WAAMCtrl®’s use of statistical process control, its monitoring output enables the demonstration of robustness, validity and compliance to certification boards and other regulatory bodies. All data can be summarised in fully customisable Audit Forms or exported in csv format.
Increased deposition rates and complexities – WAAM’s deposition rates are higher than laser processes and the end product’s structural integrity is better when wire is used compared to powders. Also, the HPWAAM group has increased steel deposition rates to 15 kg/h, from a baseline of 3 kg/h, using a novel Wire Arc Additive Manufacturing (WAAM) process. The group’s research has also applied new adaptive toolpath programming for different layer heights, unlocking the potential for greater scales and complexities.
Cost-effectiveness – WAAM is a cost-effective Additive Manufacturing approach for component fabrication[ii]. The cost of putting down a kilogram of printed material is less when using WAAM than when using laser-based machines, making WAAM a more economical option when creating parts. WAAM also minimises expensive material waste (For aerospace WAAM’s buy-to-fly ratio[iii] (BTF) is <2).
The future of WAAM
WAAM3D continues to invest heavily in the development of the WAAM process. In fact, no other WAAM company has a research programme like WAAM3D - where Cranfield University is a shareholder in the company and has an integrated technology programme. The result is that in the short-to-medium term there are a lot of exciting processes being worked on: these include delivering very high build rate processes of >30 kg/hour, precision processes, in-process cold work and non-destructive testing.


If you have a project that our Team can help with, get in touch.
[i]Dadkhah et al., 2021; Bansal et al., 2023
[ii]John Norrish et al 2021 J. Phys. D: Appl. Phys. 54 473001
[iii]The buy-to-fly ratio is the ratio of the mass of the starting billet of material to the mass of the final, finished part.
Related news and insights from WAAM3D

Wire Arc Additive Manufacturing – the Future of Large-Scale 3D Printing
Metal Additive Manufacturing – also referred to as 3D Metal printing enables the creation of net-shaped or near-net-shaped metal components by layering metal wire using a heat source such as laser beam, electron beam, or electric arc.
Direct Energy Deposition (DED) 3D Printing: analysing cost efficiency and ROI
As modern manufacturing continues to develop rapidly, manufacturers need to fight for every percent of market share, and when revolutionary innovations and production volumes keep setting conditions, DED 3D printing appears to be a profitable and efficient solution.
Application-Specific DED Processes
As additive manufacturing technologies continue to evolve, finding the right Directed Energy Deposition (DED) process for your needs becomes increasingly important. In this blog, we will examine DED processes and its applications across various industries.